



换模后送料机角度的调节不可忽视
冲压加工方式因其加工成本低、生产效率高、生产成品品质好等优势被越来越多的制造行业所运用。冲压加工有单冲和连续两种生产方式,单冲加工是使用人工手动送料配合冲床进行冲压生产,而连续加工是使用送料机为冲床步进化的送料实现自动化冲压生产。因使用人工手动送料的单冲加工存在劳动强度大、生产效率低、安全隐患大等劣势逐步被使用送料机的连续冲压生产所取代。
只是在国内连续加工的冲压方式普及的很晚,当前很多冲压客户都是初次使用搭配送料机的连续加工方式,因此对送料机的操作使用都不太熟悉,不少时候都会出现要冲压一种新产品为冲床更换模具后,出现送料机送料不准的现象,这些冲压客户的操作人员因经验不足,也很难检查出哪里出现了问题,就觉得送料机不好用,质量不好。
其实多数换模后送料机出现送料不准的现象并不是因为送料机本身出现了故障,而是操作人员未根据冲压工艺而调整送料机角度而造成的,很多初次使用送料机的客户为冲床换模后,只是调整了一下送料机的送料高度以使其与模具下模高度配合,而并不会去更改送料机的角度,而结果就是送料机出现了送料不准。对很多初次使用送料机的客户都不明白为什么更换模具后要调整送料机角度呢,为了解决这一疑惑,晋志德机械在此做一下详细说明:
送料机角度需要更改是因为冲床模具的结构出现了改变,很多客户只注意了高度的变化,但模具高度变化的同时导正针长度也会随之发生改变,导正针长度变化后插入模具的时间就会变化,送料机放松时间也就需跟着变化,不然就会出现放松过早或过晚的现象,造成送多送少,这也就是为什么更换模具后需调整送料机角度的原因。
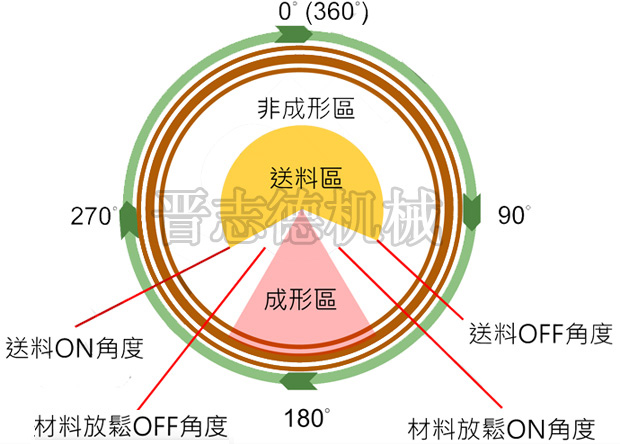
因此,冲压企业在使用送料机进行连续生产更换模具后,一定要及时调整送料机的角度,调整的标准是当模具导正针进入导正孔位后放松,模具上升导正针在未出导正孔前时送料机夹紧材料为准来调节放松角度。具体调节方法晋志德每台送料机说明书中都有详细的说明按说明一步步调整即可,若客户仍不会调节,可随时致电每台送料机标牌上的售后热线,晋志德将委派专业的技术人员上门为您解决。
文章发表:http://www.kssmc.com/new_hmjd.html