



滚轮送料机试模时的调整方法
时间:2013-10-23 10:05 来源:http://www.kssmc.com 作者: 晋志德机械
滚轮送料机配合冲床使用,当更换新的模具后需重新进行冲床试冲时,则需根据新的模具及新的冲压工艺,对滚轮送料机的送料高度、摇臂位置、料厚、送料时间、送料步距、放松位置进行系统化的调整,以确保冲压生产的高效进行。
滚轮送料机试模时的调整流程如下:
1、送料高度的调整:不同模具下模高度通常是不一致的,更换后若不一致则需进行此项调整,调整方法为松开送料机安装板上的固定螺栓,然后对下端的调整螺栓进行上下移动调整,直至送料机高度与冲床模具的下模板高度一致即可,再将安装板上的螺栓进行紧固,即完成了送料机高度的调整。
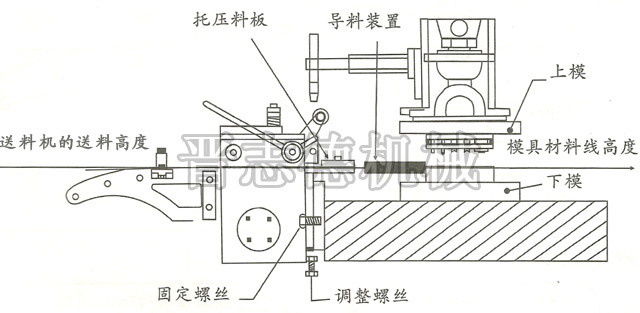
2、摇臂位置的调整:进行滚轮送料机高度调整后,摇臂与传动轴的角度则发生了变化,此时则必须对摇臂进行调整,避免其在运转是发生折断,摇臂调整方法为将冲床滑块运转到上死点位置,调整拉杆长度使拉杆与摇臂成为90度即可。
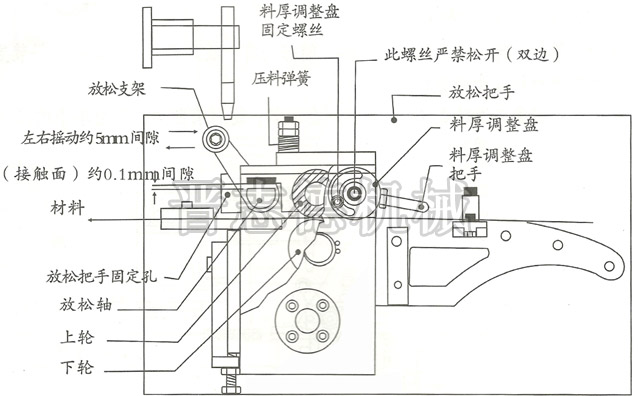
3、料厚调整:通过料厚调整盘调节上、下送料滚筒之间的送料间隙,调整好后压紧压料调簧,确保送料机将材料送出时,滚筒与材料之间无相对滑动。
4、送料时间调整:根据模具的需求,在滚轮送料机偏心盘上设定好送料时间。
5、送料步距调节:放松送料步距调整螺丝,旋转调整螺杆,使调整好的送料步距与模具所需送料步距一致。
6、放松螺杆位置与时间调整:当冲床模具导正销进入导正孔后,调整放松支架使其正好碰到培林外缘,使送料机上滚筒离开料0.5mm以内,材料能在两滚筒之间滑动即可。
文章发表:http://www.kssmc.com/news_smtz.html
上一篇:定制型双滚筒NC伺服送料机
下一篇:厚板三合一送料机精明客户的选