



三合一送料机各部位的调整方法
1、送料高度的调整:
a.为了对应冲压装置的高度,必须调整整平送料机的送料高度。
b.晋志德三合一送料机送料高度调整部位如下图所示:
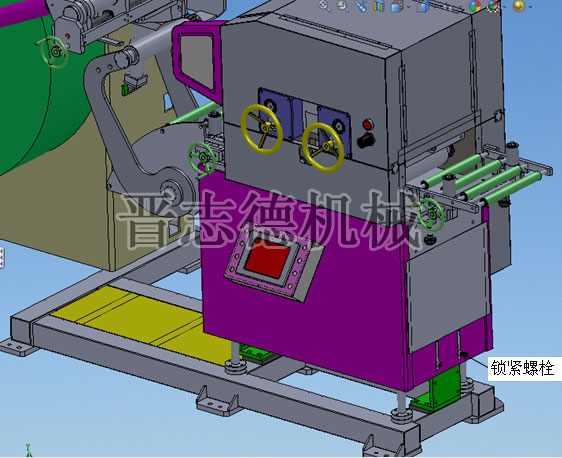
c.调整时先松开整平送料机左、右侧面的4个锁紧螺栓,然后在操作面板上按机台上升或机台下降按钮就可随意调整送料高度。
d.调整之后,再锁紧螺栓。
e.在操作面板上按钮前一定要先松开左、右侧面的4个锁紧螺栓。
2、入口宽度滚轮的调整:
a.在三合一送料机手动操作方式打开入口辊。
b.入口宽度滚轮调整部位如下图所示:
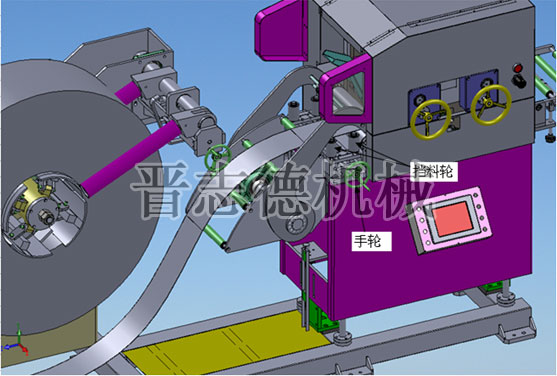
c.转动手轮前后挡料轮同时向中间材料靠拢,前、后两组挡料轮的间距应适当宽于材料。
d.调整后材料要通过模具的中心,送料机与材料要平行。
3、矫正量调整:
a.卷材通过上下整平滚轮之间时可以将材料矫平,晋志德三合一送料机把上下整平滚轮打开的程度定义为矫正量,矫正量的大小影响机器对材料的矫平效果。
b.晋志德三合一送料机矫正量调节部位如下图所示:
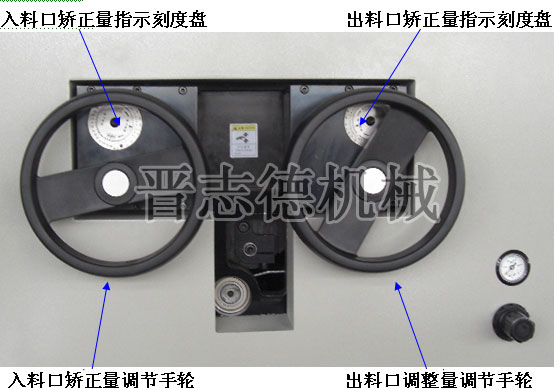
c.矫正量的大小根据材料厚度、材料材质、材料宽度、材料变形情况等实际情况综合调整。
d.矫正量调整合适时,材料就从出料口笔直的被挤出来。
e.调整矫正量时请让入料口的矫正量小于出料口的矫正量。
f.调整时请在晋志德三合一送料机手动方式操作送料伺服电机正转、反转,反复调整,直到矫正效果满意位置。
4、出料轮即送料轮加压力的调整:
a.根据通过材料的不同来调整送料轮的加压力。
b.晋志德三合一送料机送料轮加压力调整部位如下图所示:

c.调整时向外拉出调整旋钮(漏出橙色标记),然后旋转调整旋钮就可以调整出料辊轮的加压力,顺时针扭转,辊轮的加压力就会加强,逆时针扭转,辊轮的加压力就会减弱。
d.调整完毕时向里推调整旋钮,锁紧调整旋钮(橙色标记消失)。
e.出现材料打滑、不能正确送料的现象时,很可能的原因是三合一送料机加压力不够,另外,材料有滚轧痕迹的话,就是加压力过大造成的。
文章发表:http://www.kssmc.com/news_tzbw.html