



夹式送料机的故障与排除
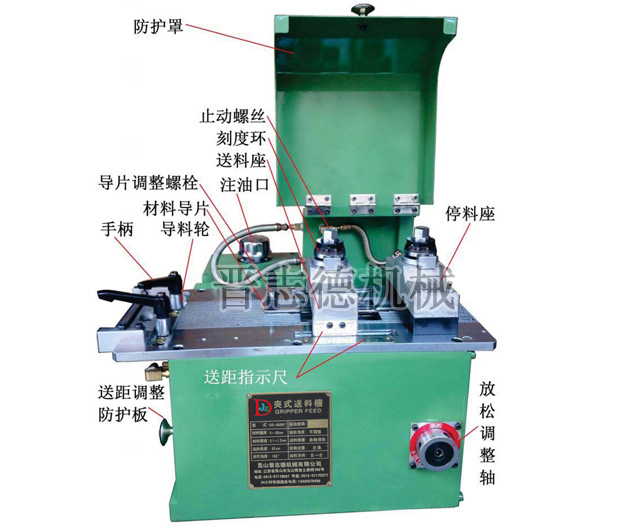
夹式送料机作为一种专门配合高速冲床使用的高精密送料机,在实际使用过程因操作不当、调试不正确、机器磨损等各种因素,难免会有故障产生,一旦出现此类故障时,需及时解决才能避免影响实际冲压生产。晋志德夹式送料机在使用时,常见故障有材料未送出或有时突然太短、材料不放松或回退、送距忽长忽短、连动时送距变异、材料在送料机与模具间弯曲、材料在送料机与模具间偏斜这六种,针对这六大故障的产生原因及解决方法,晋志德专业技术人员在此一一给予解答。
故障一、夹式送料机材料未送出或有时突然太短,产生原因有五种:
1、夹式送料机调试时,料厚调整不正确(太薄)或夹持力不够。
解决方法:依照晋志德夹式送料机说明书上的调试方法对夹式送料机板厚进行重新调整(拆卸板厚调整螺栓,然后依材料厚度旋转刻度环对齐刻划)。特别注意在材料厚度变动时,务必对料厚进行重新调整,这样才能确保有合适的夹持力。
2、夹式送料机放松夹不开,材料挤在两夹子之间。
解决方法:重新调整板厚。
3、材料本身有弯曲波浪不平毛边等造成。
解决方法:更换符合标准的材料。
4、送料机长时间使用,造成机件磨损导致送料夹夹持量不够。
联系晋志德售后人员进行换件修理。
5、送料机长时间使用,造成机件磨损导致停料夹放松量不够。
联系晋志德售后人员进行换件修理。
故障二、夹式送料机材料不放松或回退,产生原因有两种:
1、放松时间设定不正确。
解决方法:依照晋志德夹式送料机说明书上的调试方法对夹式送料机重新调整放松时间。

2、放松时间使用时出现变化。
解决方法:重新确认放松紧定螺栓锁紧情况。
故障三、夹式送料机送料时送距忽长忽短,产生原因有六种:
1、送料时间不正确
解决方法:调节同步带从而调整送料机送料时间。
2、送料机内夹料凸轮或轴承磨损。
解决方法:重新调整凸轮位置或送修。
3、模内导销或冲头太长使送料时间不足180度。
解决方法:磨短导销或冲头。
4、模内冲头或成形件干涉
解决方法:更换高行程冲床。
5、夹式送料机偏心杆座松动
解决方法:重新锁紧偏心杆座固定螺帽。
6、齿轮箱齿轮磨损或传动主轴松动
解决方法:调整处理或返厂维护或是更新。
故障四、夹式送料机连动时送距变异,产生原因有三种:
1、夹式送料机传动齿轮磨损或传动主轴松动
解决方法:调整处理或返厂维护或是更新。
2、送料机长时间使用,造成机件磨损导致送料夹夹持量不够。
联系晋志德售后人员进行换件修理。
3、皮带松动
解决方法:重新调整皮带紧度。
故障五、夹式送料机材料在送料机与模具间弯曲,产生原因有二种:
1、未作过桥导料压料装置。
冲薄材料时夹式送料机托料板至下模板之间距离必须作好导料压料装置,使材料不弯曲为原则。

2、送料线高度段差过大
调整送料机的送料高度和模具材料线高度同高。
故障六、材料在送料机和模具间偏斜,产生原因有三种:
1、模具材料线和送料机错位。
解决方法:重新架设模具。
2、材料本身有弯曲波浪不平毛边等造成。
解决方法:更换符合标准的材料。
3、料夹不平,送料偏斜
解决方法:研修料夹或送修。
文章发表:http://www.kssmc.com/new_gzpc.html