



送料机误送检测装置
冲压加工生产中,越来越多的冲压业主选择了使用送料机搭配冲床级进模的型式来进行连续的加工生产,此种加工方式不仅能提高冲压生产效率,而且能显提升加工成品的品质,降低生产成本。只是冲床送料机生产线在实际使用过程中,经常会因一些内部或外部因素(如送料机步距设定不对、外部气源压力不足、滚筒内有异物等)造成材料送料不到位,而送料机送料速度很快,往往出现送料不准时很难实时检测到,不仅使得成品的质量及加工工艺难以保证、废品率高,而且会造成模具损坏,增加了维护、使用成本。

那有没有切实可靠的解决方法呢?答案是当然有,为送料机搭配上误送检测装置即可简单的予以解决。晋志德送料机误送检测装置由检测主机和光电两部分组成,光电部分装配在冲床模具下模入料口的两侧,以冲床的凸轮信号为触发信号,通过PLC程序控制,达到送料机在给级进模送料时,实时检测各种送料不足检测或通过检出之目的,从而有效的确保模具的使用安全性,确保冲压生产工艺与产品质量得以保证。
1、送料不足检测
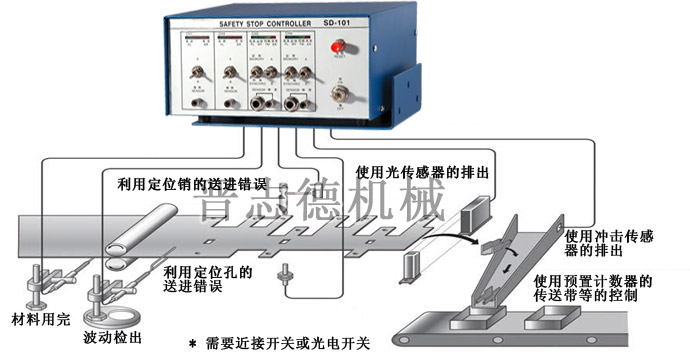
送料不足检测与送料间距检测主要用于配合冲床送料时间、角度,来检测送料机送料是否正确,同时自动控制冲床制程。送料不足检测是在级进模一次冲压完成后要进行一次送料,送料距离是一定的,这个距离由冲床送料机决定,而送料是否到位时很重要的,送料机送料不到位会导致级进模内已冲压产品报废或者模具损坏。送料不足检测原理:利用材料的导通性(铁,铜,不锈钢),接通接触感应装置,将此信号与要检测的凸轮周期信号输入PLC,与主机程序内容进行比较,符合程序则继续运行,不符合则急停,同时发出声光示警(TM黄色灯),等作业人员确认故障排除后复位开机。
2、通过检出
通过检出主要用于产品落料加工生产工艺中,针对吹出产品检测,杜有叠料的现象。产品通过检出是在级进模的一次冲压完成后要进行一次出料,出料是在一定的凸轮周期内利用压缩空气吹气装置将产品吹出,产品通过光幕,切断光幕信号,在此过程中产品(或废料)必须通过光幕,如果没通过光幕留在了级进模内,级进模在进行下次冲压会导致模具或产品的损坏。而PLC则通过光幕信号的通断与凸轮信号周期比较,符合主机程序则继续运行,不符合则急停,同时发出声光示警(MY绿色灯),等作业人员确认故障排除后复位开机。
文章发表:http://www.kssmc.com/new_wsjc.html