



S型高速精密整平机结构特点
冲床自动化生产线因其自动化程度高、安全性能好、冲压成品品质高等优势,使其逐步取代了传统人工送料方式。冲床用料都需要是平整的板材,卷材需通过整平机整平后消除内应力才能使用,整平后板材经送料机送入冲床进行冲压加工,常用的整平机种类有很多如精密整平机、精密薄板整平机、精密整平机、厚板整平机等,只是这些常用整平机速度均不快(通常为16m/min)且需很长的待料区,若配合高速冲床冲压EI片、马达定转子、矽钢片等使用则十分不便,且缺乏与冲床工作频率相匹配的同步性能,稳定性差,易造成生产的不连续性,晋志德机械根据客户这一需求,研制出了S型高速精密整平机,其速度可达60m/min,同时采用S型的导料系统,经整平装置整平好的材料,通过导料系统送入后续送料机(通常为齿轮送料机)内,期间由光电开关来检测整平材料出料不足或出料过度,大的节省了待料空间,配合变频器调节整平的速度,实现与冲床的完全同步化生产。
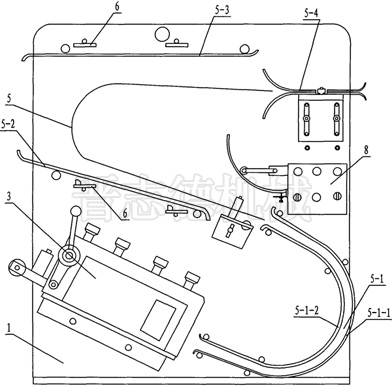
1.主体机身 2.马达 3.整平装置 4.同步带 5.导料系统 5-1.下导板 5-1-1.下外导板 5-1-2.下内导板 5-2.中间导板 5-3.上导板 5-4.出料导板 6.光电开关 7.电器箱 8.操作箱
图1 S型高速精密整平机结构图
S型高速精密整平机其主体机身上安装有马达和整平装置,马达利用同步带传动带动整平装置运转,主体机身上还安装有导料系统,其导料系统由下导板、中间导板、上导板和出料导板依次从下至上呈S型排列构成,其中的下导板呈U型,由下外导板和下内导板构成,与主体机身底面成一定角度固定在主体机身上,而整平装置也倾斜一定角度固定在主体机身上,其出料端与下导板的进料端对齐,在上导板上方和中间导板下方相隔一定距离分别设置有两组光电开关,如左边一组光电开关检测到有材料时,说明出料过度了,应降低出料的速度,当右边一组光电开关检测至有材料时,说明出料不足,要加快整平的速度,在主体机身上固定有电器箱和操作箱,电器箱中设置有可调节速度的变频器,当接受到光电开关的反馈信号时,通过变频器可调节马达转速的快慢,进而调整整平装置出料的快慢,实现整平机与冲床冲压的完全同步生产。
S型高速精密整平机整平装置由上盖体和下座体组成,上盖体一端和下座体一端通过绞接件转动连接,上盖体内设置有上整平轮,下座体内设置有下整平轮,上整平轮和下整平轮分别安装在整平装置的进料端和出料端,上整平轮通过齿轮传动带动下整平轮转动,在上盖体另一端设置有偏心轴,偏心轴上固定有偏心轮,偏心轮上固定有手柄,在下座体另一端设置有离合片,偏心轴和离合片通过连杆连接,当上下转动手柄时,通过偏心轮和偏心轴的作用,连杆带动离合片开合,可使上盖体围绕接件形成与下座体之间呈开合状态,方便工作开始时将材料送进整平装置,工作时合上上盖体,可调整上整平轮和下整平轮之间的压力,检修时,可掀开上盖体,方便上整平轮和下整平轮的清洁和保养,延长使用寿命。
另外,为保证S型高速精密整平机整平效果,在上整平轮和下整平轮之间设置有上支撑轮和下支撑轮,为了调整整平时上整平轮和下整平轮之间的压力和上支撑轮和下支撑轮之间的间距,上盖体上设置有用于调节上整平轮和下整平轮之间夹紧压力调节杆,上盖体上还设置有用于调节上支撑轮和下支撑轮之间间间距的刻度调节杆,为了避免整平时进料产生偏移现象,在整平装置的进料端位置还设置有可对所进材料进行定位的挡料轮,可根据材料宽度的不同而调整挡料轮之间的间距。
S型高速精密整平机特别适合搭配双头材料架、齿轮送料机组成高速同步出料生产线,速度快、稳定性高、大的节省待料空间,实现与冲床完全同步出料的目的。
文章发表:http://www.kssmc.com/news_sxgszpj.html