



微电脑下死点检知器使用说明
时间:2012-07-31 18:51 来源:http://www.kssmc.com 作者: 晋志德机械
一、微电脑下死点检知器各部分名称:
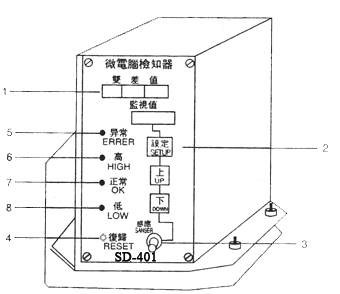
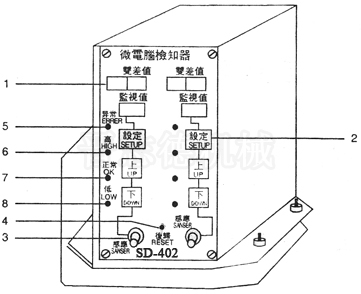
1、显示器:显示变差值与监视值。 2、设定(上、下):可设定变差值之大的许值。
3、感测器讯号输入座:以讯号线连结感测器与微电脑。 4、复归键:解除停车状态。
5、异常指示灯:异常状况出现,灯亮。 6、过高指示灯:变差值高于监视值(含)范围内,灯亮。
7、正常指示灯:变差值在监视值范围内,灯亮。 8、过低指示灯:变差值低于监视值(含)范围时,灯亮。
二、微电脑下死点检知器操作说明:
1、下死点变动情形:
微电脑检测装置,乃测定冲压时脱料板与下模间之距离变差加以控制。冲压时产生下死点变动情形:无负荷时下死点精度......2um;负荷时下死点精度:起动时STAR..6um,连续连转时..4um。
2、感测装置:
为检测上述变动,需要一些检测装置为本器之附件:
A、非接触性高周波近接开关
B、感应体
3、感测器安装法:
感应体请装在模具脱料板旁。感测器与固定座装在下模旁,如下图:
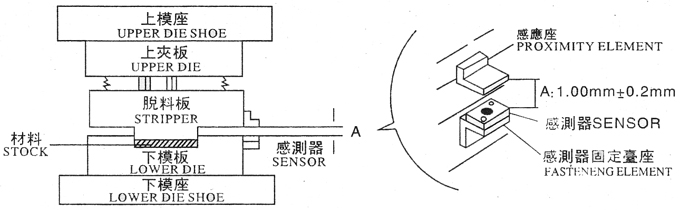
感测器操作距离:0.8mm-1.15mm(脱料板在下死点位置时)
4、感测器A间隙设定
感测器安装完成后,设定感测器与感应体“A”间隙,在设定之前,务必将脱料板冲至下死点位置(含材料),“A”间隙为0.8mm至1.2mm,(理想值为0.9mm至1.1mm)
5、监视值设定
请依据制品精度要求设定,或依正常冲压变差值设定。
例如:正常冲压变差值大为5um,则监视值设定为“6”um。
(特别注意监视值的设定,小1格为1um,大9um)
三、微电脑下死点检知器规格:
| 适用温度 | 0-50℃ | 感测器数 | SD401一个 | SD402二个 |
| 重 量 | 2.4kg | 感测器尺寸 | 30W×8H×20D | |
| 输出信号 | 继电器接点(A.B)250V 3A | 感测器长度 | 5cm-10cm | |
| 电源电压 | 50/60HZ+10%AC85V-240V | 连接线长度 | 3M及5M两种 | |
| 感测设定距离 | 0.8-1.2mm | |||
| 外形尺寸 | 105W×140H×185D | 大连转速度 | 2000S.PM | |
1、感测器须安装在适当位置,以利调整A间隙及拆卸感测器或感应体。
2、微电脑检出器提供一组输出接点,以连接冲床控制紧急停车。
连接时,须视冲床紧急停止方式应用如下:
(1)紧急停止为N.O常开式,须以COM1及NO3与其做并联控制。
(2)紧急停止为NC常闭式,须以COM1及NC2与其做串联控制。
3、安装电源时,必须检查冲床使用电压,频率是否与检出器相同,(110-220V皆可连接)如有不同,必须做调整。
4、连接讯号线时,确保把接头卡紧,以利正常动作。
五、微电脑下死点检知器操作步骤
1、设定监视值
2、按“回归”键
3、运转冲床
4、当检知异常令冲床停车时,须先排除异状况,再回至步骤(2)继续操作。
六、微电脑下死点检知故障检查、排除
| 故障状态 | 检查、排除方法 |
| 变差值显示为: | 1、“A”间隙太小或太大(重新设定)。 2、感测器不良(更换)。 3、其他(送厂修理)。 |
| 显示慕数字乱跳,非正常频率 | 1、讯号线接触不良(更换)。 2、感测器不良(更换)。 3、其他(送厂修理)。 |
| 异常时,无法停车 | 1、紧急停止控制线是否脱落(接妥)。 2、其他(送厂修理) |
| 冲床停车,正常灯亮时 | 1、冲床本身紧急停止。 2、材料冲件重叠导致“A”间隙过2,或感测器呈无效状态。检出器以时间异常停止。 在此情况下,异常红灯闪一下,即跳成正常灯视,银幕显示异常前一次之侦测值。 |
上一篇:NC送料机使用时特别注意
下一篇:蜗轮蜗杆在厚板整平机上的运用