



掀开式二合一精密整平机结构特点
掀开式二合一精密整平机机头为三段式结构,上13下13结构分布,滚筒直径30mm,为单向整平,可以实现前后良好的整平度。
机台共分成三段整平:
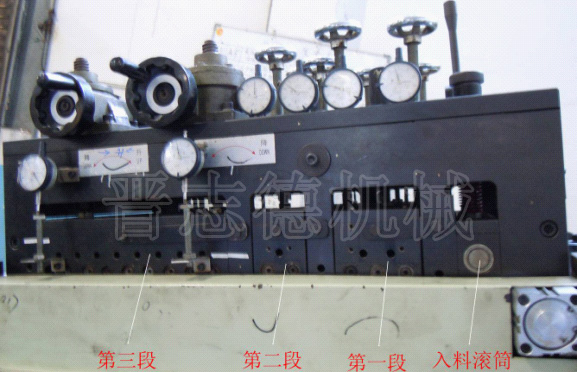
入料滚筒调整方式原理
此装置为方便入料时使用,调整时两边的压力相同平均即可,但不需太紧,若材料跑偏,调整入料压帽,同时调整入料挡轮。
目的:使得材料不容易左右偏移。
品质可靠段整平:
品质可靠段滚筒结构分布为:上3下2,主要是改变材料的集中应力,破坏材料的应力分布,为下步整平做好准备。
效果:材料统一整平为“![]() ”。
”。
第二段整平
第二段滚筒结构分布为:上2下3,主要是调整材料的整平度。
效果:将材料统一整平为“ ”。
”。
第三段整平:
此段的滚筒分布为:上8下8,主要调整材料的平整度。
效果:1、若材料的形状为“ ”型,表示材料还不平,必须调整右手轮,使其下压;调整左手轮,使其上升,达到整平效果。
”型,表示材料还不平,必须调整右手轮,使其下压;调整左手轮,使其上升,达到整平效果。
2、若材料的形状为“ ”型,必须调整右手轮,使其上升;调整左手轮,使其下降,达到整平效果。
”型,必须调整右手轮,使其上升;调整左手轮,使其下降,达到整平效果。
3、在调整过程中,请注意百分表的刻度,慢慢调整,调整到料平为止。
掀开式二合一精密整平机整平调整注意事项:
由于各种材料的屈服强度、宽度和厚度不一致,所以品质可靠段至第三段的调整需依照经验慢慢调整,一般操作流程要点:

出厂时,经过我司校准后,表针基准为小指针刻度为5,大指针刻度为0,此时上下滚筒在同一条水平线上,另大指针旋转一圈,小指针刻度增加1。
刻度要领:5mm+材料厚度-些许少量调整(依照材料刚性及薄厚而适当调整。)再依照实际整平效果,参考各部介绍调整,调整OK后可将数据抄下,下次材料厚度宽度相同时可以直接参考使用。注意但不可过度调整下压,有时依材料特性调整放松,过度调整下压不只会造成材料变形,严重者会造成机台损坏。
如调整手轮需下调时,此时为克服螺纹间距,需将手轮先上调后再下压。例如:百分表刻度为5mm,要调整为4mm(此时先需上调至4.5mm,再下压至4mm)。
掀开式二合一精密整平机入料装置:
入料挡轮是以螺丝调整,依照材料宽度的不同,应调整至相当的位置,但不要夹的太紧,比避免伤及材料边缘。
而入料手把是方便入料时使用,方便将材料导入前面滚筒中。
对照光电:
在自动时,此对照光电控制料架的启停,出厂时,对照光电安装在料架中心(如上料时材料应放置在料架中心位置,避免过度偏移而导致光电失效),同时根据料弧,调整光电的高度。
电控箱(包含变频器):
采用双变频器控制整平和送料速度;控制面板上料架整平正转、反转,手动、自动和急停开关;先前作业准备OK后,即可进入自动状态。
掀开式二合一精密整平机机头掀开装置:
1、此装置为清洁滚筒时使用。
2、掀开前必须打开机头锁销,然后打开控制面板的机头掀开。(如图)
3、擦拭完成后复原,关闭时需注意齿轮间是否咬合,若没有需再将整平机头掀开并以寸动方式调整至齿轮咬合为止,注意不可将整平机头放下时使用正反转或自动方式让齿轮咬合,否则将会造成滚筒与齿轮间断裂。
4、将气压装上,若不使用时将气压拆除,并将开关转至中间。
液压站:
正常使用下约1年更换一次油(32#液压油);油压站内的油量应该过油量表的一半。
文章发表:http://www.kssmc.com/news_xkehy.html