



钢带冲压自动化送料生产线
目前,生产塑钢门窗所用的窄型钢带,其厚度在2.3-3.5mm,宽度为10-20mm,而且加工这种窄型钢带,一般采用的是分部加工,即下料,整平矫直、画线、再冲孔,多个孔也是分步进行加工,从而很难保证孔与孔之间的位置精度,而且生产效率低。
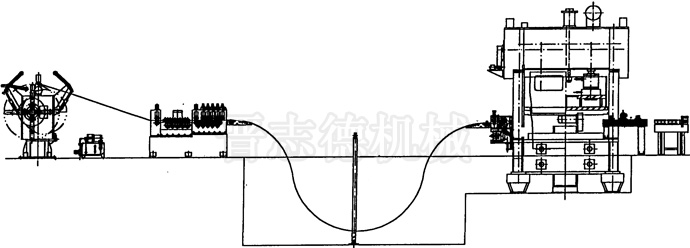
为了解决这一生产难题,晋志德机械专门为钢带冲压生产研发了一种自动化冲压送料生产线,此生产线由:双头材料架-整平机-NC送料机-冲床-抛料装置组成,整条生产线的动作均由PLC控制器运算完成,PLC控制器分别与双头材料架、整平机、NC送料机、冲床、抛料机电连接。通过数控化精确控制实现高速、高精度、大步距、连续冲压自动化生产。
通过双头材料架将往复缠绕的窄型带钢打开,钢带经过整平机整平后,被送至待料区除进行储备,经NC送料机精确送料,其送料精度可达0.15mm/步长,送料步距可达2200mm,送料频率可达35-60次/分;同时在待料区处设有光电感应装置,当待料过多或过少时,光电感应装置传递给PLC控制器信号,PLC经过处理计算后反馈给整平机的变频器电信号,以调节整平机的变频马达的速度。通过PLC可编程控制器,对所加工零件的冲压模具进行编程、调试后存储在PLC,根据不同的模具号调出已储存的程序,并通过料位检测装置实现全自动加工工作。同时还设有人机工作界面——7寸式触摸屏,显示全生产线的运行状态、各种参数:零件号、模具号定尺长度、装模高度、运行速度、加工件计数等及故障诊断信息,各单机可单手动调整,并各有急停功能。全线自动检测,有出错显示和自停功能,通过PLC控制系统上的通讯接口,使整线具有与上位机之间进行信息交换的能力,既可以由现场向车间级监控中心提供生产情况、保加工参数、故障诊断信息等生产数据,并可以接受控制中心发来的生产控制指令。
整条冲压自动化送料生产设有一个主操纵控制站,在其上可对冲床及送料机进行控制,可以指示各设备的运行状态及故障排除。同时,为了各单元的调整方便,在各单元上设有小操纵站以实现对每个单元的立手动调节,运行操纵方式分为自动和调整两种,其中自动操作方式分为单次和连续两种;调整操作方式分为点动和连续。
使用时,将整卷的钢带通过双头材料架的马达带动开卷,并通过双头材料架上的气运摩擦装置使卷料在双头材料架和整平机之间形成一定的引力,钢带经过整平机中整平后,通过调整托架进入待料坑中进行待料,以供步进送料用,在待料坑中间设有光电感应装置,检测钢带下垂的位置是否在规定的范围内,若钢带距离上检测点近,则说明待料少,则通过光电感应装置反馈PLC控制器信号,PLC控制器输出控制信号给整平机的交流变频器,以调整变频马达的速度。钢带通过伺服NC送料机,在PLC控制器控制下,按着固定的速度、频率送料,经冲床连续冲压、切断,抛料机同步抛料,完成整个工件自动生产过程。
文章发表:http://www.kssmc.com/news_gdslscx.html